
 Angénieux: una visita a la fábrica de lentes de la empresa. Dato curioso: la torre cilíndrica del edificio a la izquierda en realidad representa una lente de zoom, el producto insignia de Angénieux.
Angénieux: una visita a la fábrica de lentes de la empresa. Dato curioso: la torre cilíndrica del edificio a la izquierda en realidad representa una lente de zoom, el producto insignia de Angénieux.
AMERICAN CINEMATOGRAPHER
Benjamín B. – 25 de Mayo,2023
Este es un reportaje fotográfico, con algunos apuntes, de mi visita a la fábrica de Angenieux donde fui invitada recientemente a un recorrido, junto con tres compañeros periodistas. Muchas gracias al equipo de Angénieux por su invitación y su cálida bienvenida.
La fábrica de Angénieux está ubicada en las pintorescas alturas de la ciudad de Saint-Héand, en el centro de Francia, cerca de Lyon.
EL GRUPO
Angénieux fue adquirido por el grupo Thales en 1994 Este es el grupo de anfitriones y visitantes:

De derecha a izquierda:
Clara Fily, Gerente de Contenido y Digital, Thales
Christophe Remontet, Jefe de Zoom y Soluciones de Imágenes, Thales
Dominique Rouchon, Subdirectora General, Angénieux International Sales-Marketing & Communication
Danielle Pitel Pambia , Directora de comunicaciones, Thales
Marc Salomon, editor en jefe del sitio web de AFC
Fanny Modri, aprendiz de comunicaciones, Thales
Helen Parkinson, directora de fotografía revista británica
Anne-Lise Kontz, publicista
Hubert Niogret, revista Positif
Isabelle Buron, publicista
Eva Collin no aparece en la foto, Gerente de Servicios de Bienvenida
ÓSCAR
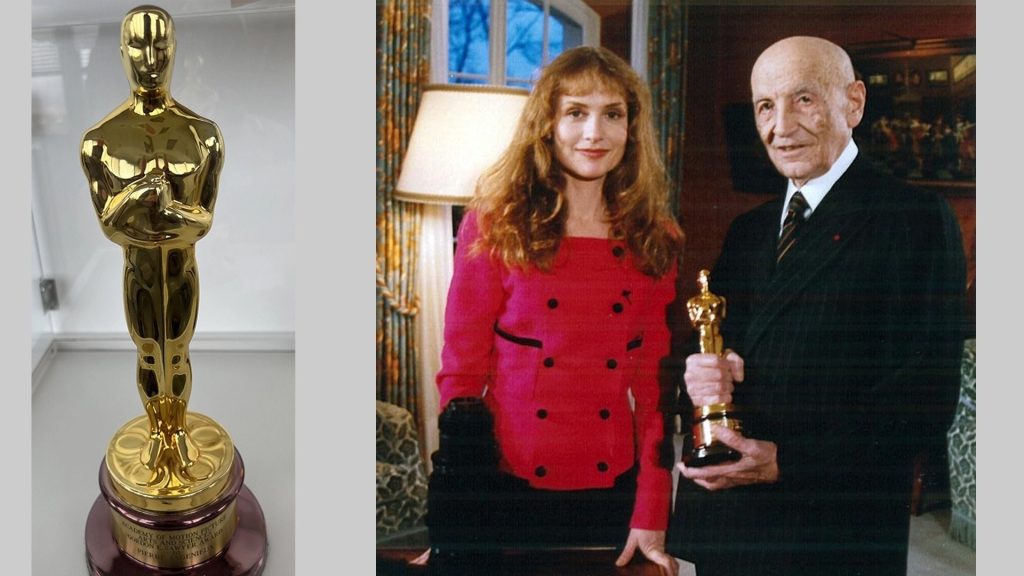
Isabelle Huppert entrega a Pierre Angénieux su Oscar de 1989.
Al comienzo de nuestro recorrido, nos adentramos en un espacio repleto de premios que Angénieux ha recibido por sus lentes. Para mí, el más prestigioso es el Oscar honorífico Gordon E. Sawyer, entregado a Pierre Angénieux por la estrella francesa Isabelle Huppert en 1989. El difunto Monsieur Angénieux recibió este premio de tecnología cinematográfica a la edad de 83 años, recompensando toda una vida dedicada al diseño y fabricación de objetivos zoom en la empresa que se fundó en 1935.
INTRODUCCIÓN

Rouchon y Christophe Remontet
Nuestros principales anfitriones de la visita son Dominique Rouchon y Christophe Remontet. Ofrecen una breve introducción:
— El sitio se especializa en zooms y lentes fijos de alta calidad para cine, pero también en óptica para otras industrias como la aviónica, la medicina y la defensa (por ejemplo, gafas de visión nocturna).
— Hay 350 empleados en el sitio, alrededor de 200 trabajan en productos de cine.
— La mitad del sitio está dedicado a la fabricación. También hay mucha I+D.
— 70% de sus ventas están fuera de Francia.
— Más de 1 millón de lentes Angénieux lanzados en el mundo desde el inicio de la compañía.
— La mayor parte del vidrio en bruto de Angénieux proviene de Japón.
— Angénieux subcontrata algunas lentes y elementos mecánicos, pero los elementos más complejos de las lentes se cortan y pulen en el sitio, al igual que las partes mecánicas más complejas.
— Un tema que ambos hombres expresaron a lo largo del día es que Angénieux combina el más alto nivel de tecnología y artesanía, construido por maestros artesanos y tecnólogos.
— Dominique compara la construcción de lentes Angénieux premium con la precisión y la artesanía de la alta costura .
— Una sola lente, dice Christophe, puede requerir hasta 350 horas de trabajo de fabricación.
DOS TECNOLOGÍAS RECIENTES: IRO E IOP
Christophe y Dominique presentan dos tecnologías clave recientes de Angénieux: IRO e IOP.
Estos temas también están cubiertos en detalle por mi amigo Jean-Yves Le Poulain, gerente de línea de productos de Angénieux, quien presenta una sesión práctica con lentes Angénieux al final de nuestra visita.
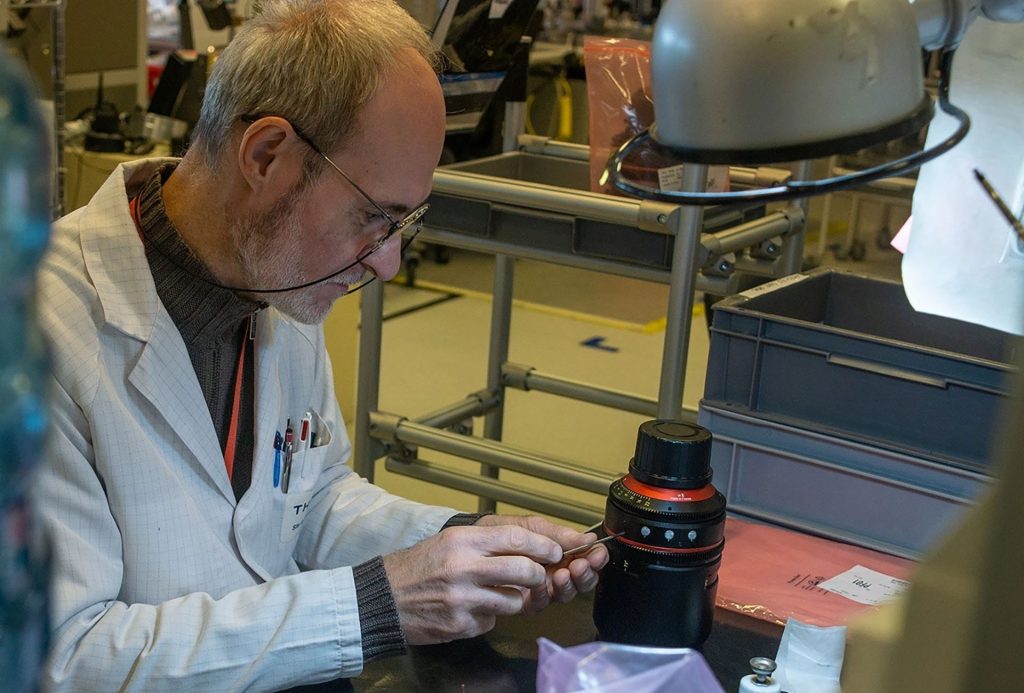
 Jean-Yves Le Poulain durante nuestra sesión práctica. (Foto de Marc Salomon)
Jean-Yves Le Poulain durante nuestra sesión práctica. (Foto de Marc Salomon)
IRO = Óptica Trasera Intercambiable
IRO permite utilizar la misma lente para 3 tamaños de formato de sensor diferentes (Super35, Open Gate, y Full Frame), cambiando un elemento modular trasero.
— Esto es bueno para las empresas de alquiler, que pueden usar la misma lente para dar servicio a producciones filmadas en diferentes formatos.
— A medida que aumenta el tamaño del sensor, aumenta la distancia focal y se cierra la apertura total.
— Como se muestra a continuación, cada formato requiere un elemento posterior, un anillo de iris, un anillo de zoom y un anillo de enfoque diferentes.

(Foto cortesía de Angénieux)
IOP = Paleta Óptica Integrada
Después de décadas de fabricación de zoom, Angénieux presentó recientemente un conjunto de 12 Primes que van desde 18mm a 200 mm.
IOP se refiere a 3 posibilidades para modificar el aspecto de la lente, desde el frente de la lente hacia atrás:
1- insertando un filtro de vidrio interno
2- cambiando el módulo de iris a uno con una configuración de hoja diferente
3- agregando un filtro trasero (un método de filtro tradicional)
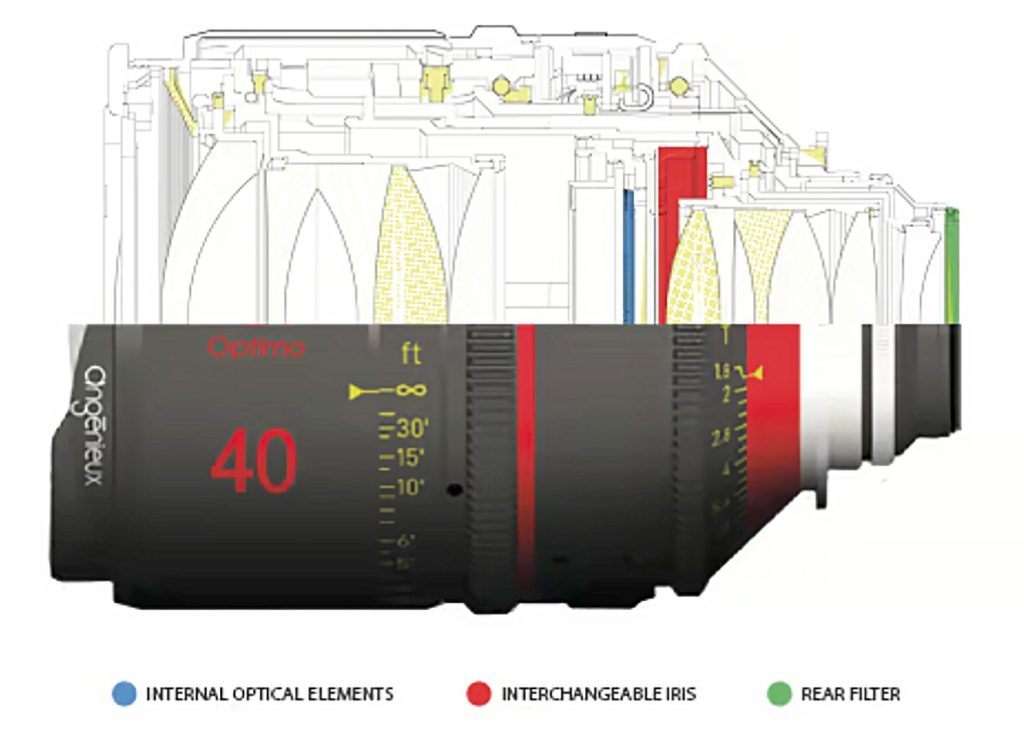
Ilustración de IOP (Imagen del sitio web de Angénieux)
Este enfoque modular aborda el deseo de algunos directores de fotografía de trabajar con lentes «sintonizables» para obtener una apariencia personal.
— Diferentes formas de iris crearán diferentes formas de bokeh para resaltar en la imagen, incluidas elipses pseudoanamórficas.
— La posición afocal del filtro interno debería producir el mismo efecto de difusión para todas las distancias focales, a diferencia de los filtros de difusión frontal.
— La creciente lista de filtros internos disponibles incluye Glimmer-glass, Black Satin, Black Pro-Mist y Low Contrast de Tiffen; y Hollywood Black Magic y Blue Streak de Schneider.
— Un filtro de vidrio transparente se puede teñir, rociar, rayar o personalizar de otra manera para lograr una apariencia única.
LA CÁMARA
Vincent Collin, que dirige los talleres de mecánica y óptica, es nuestra primera guía dentro de la fábrica.
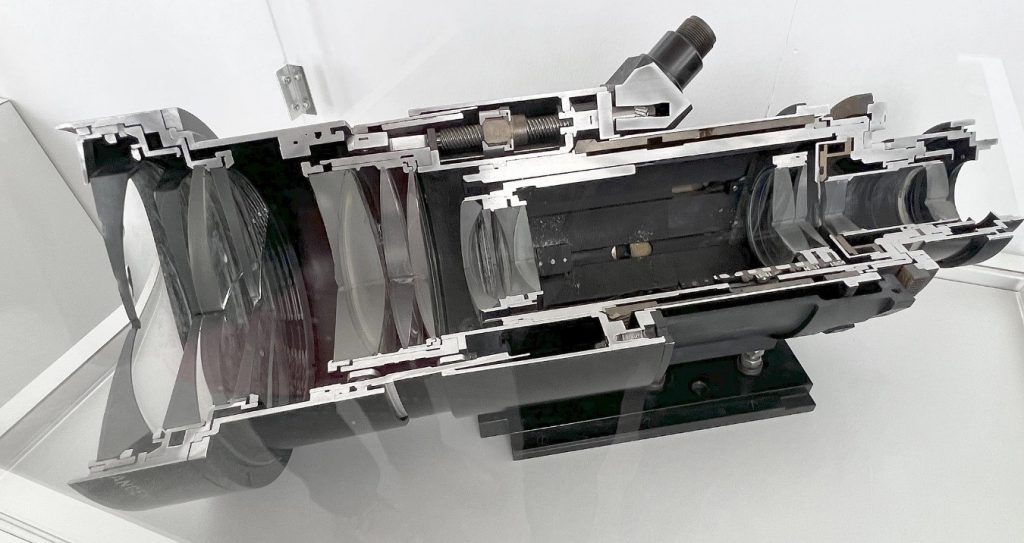
Sección transversal escultórica de un zoom Optimo de 24-290 mm. El túnel oscuro en el centro crea un espacio para los elementos de lentes móviles del zoom:
Todos los camarógrafos están acostumbrados a girar el anillo de enfoque o zoom en el exterior de una lente. Esta rotación externa se transforma mecánicamente en un movimiento rectilíneo interno de los elementos de la lente a lo largo del eje de la lente, por medio de una leva con ranura.
 Vincent Collin luego presenta la cámara de zoom para Optimo 12x y explica que la precisión de la ranura es esencial para la calidad de la lente.
Vincent Collin luego presenta la cámara de zoom para Optimo 12x y explica que la precisión de la ranura es esencial para la calidad de la lente.
— Las levas se fabrican en máquinas CNC (control numérico computarizado), sistemas controlados por software con una variedad de herramientas para cortar y moldear piezas de metal.
— La ranura de la leva tiene una tolerancia ultraprecisa de 1 micrón, para precisión y para evitar el juego cuando el zoom cambia la distancia focal
— La precisión de la leva es clave, pero también lo es la repetibilidad. Cada lente terminada se muestra visiblemente entre 500 y 1000 veces antes del lanzamiento, para «romper» las partes mecánicas.
— El aluminio se utiliza para la estabilidad térmica
TALLER DE MÁQUINAS CNC
Debemos ponernos zapatos de seguridad antes de entrar al taller de máquinas, para proteger nuestros pies de objetos pesados.
Vincent nos muestra un bloque cilíndrico de aluminio y la leva de enfoque para su nuevo zoom de 17-102 mm, que fue tallado en un cilindro en 20 minutos con muchas herramientas de corte y modelado en la máquina CNC.
Las marcas de distancia en los anillos de enfoque externos de las lentes se cortan con una punta de diamante en una máquina CNC, asistida por láser.
— La tolerancia ahí es el ancho de la marca, como 1/10 de milímetro.
— Los anillos de enfoque no son intercambiables; cada uno se adapta de forma única a su lente.
— Las piezas mecánicas y las lentes se juntan en componentes de subensamblaje antes del ensamblaje final.

Richard Bourge con cámara de enfoque y Marc Relave con anillo de enfoque pintado, en el taller mecánico.
TALLER DE MAQUINARIA DE VIDRIO
Vincent Collin continúa nuestro recorrido en el área del taller de mecanizado y pulido de vidrio:
— Algunos elementos de lentes se subcontratan, pero los más complejos se terminan internamente
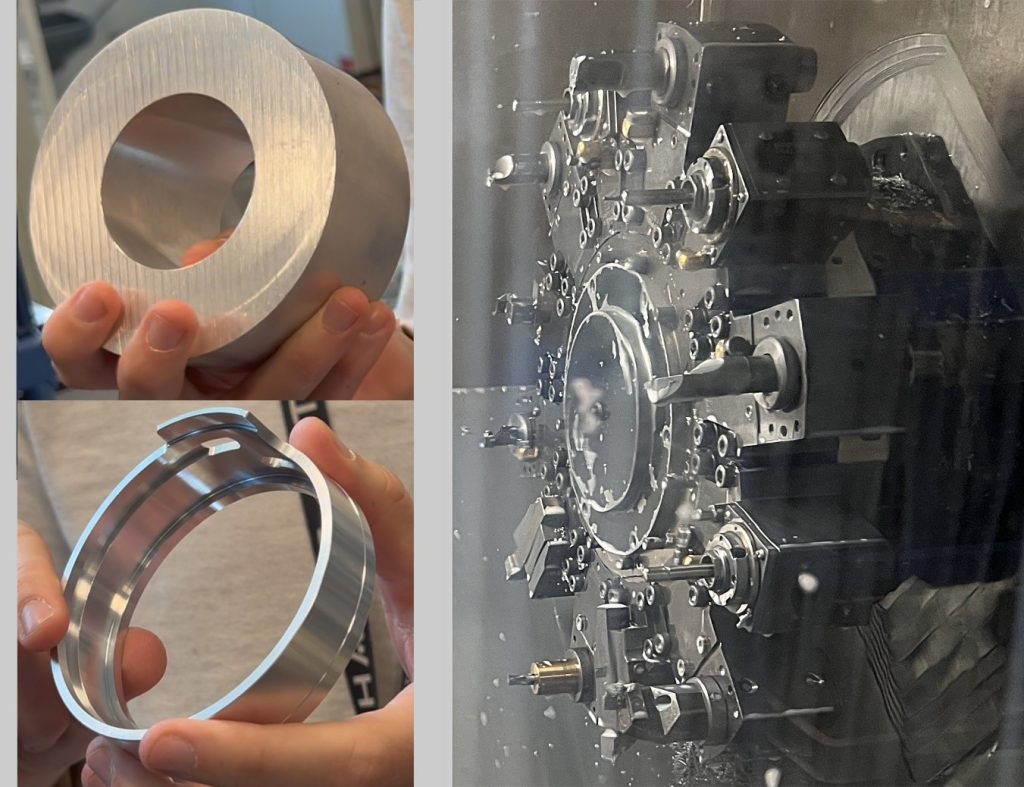
— Algunos vidrios llegan en bloques de cilindros circulares, con superficies toscamente rectificadas
— El esmerilado final en fábrica incluye elementos «asféricos» complejos cuyas superficies moduladas no son uniformemente esférico.
— Vincent dice que el corazón de la copa es de mejor calidad que las partes exteriores, “como el queso Comté”. Y efectivamente, ¡las copas parecen quesos!

Material en bruto
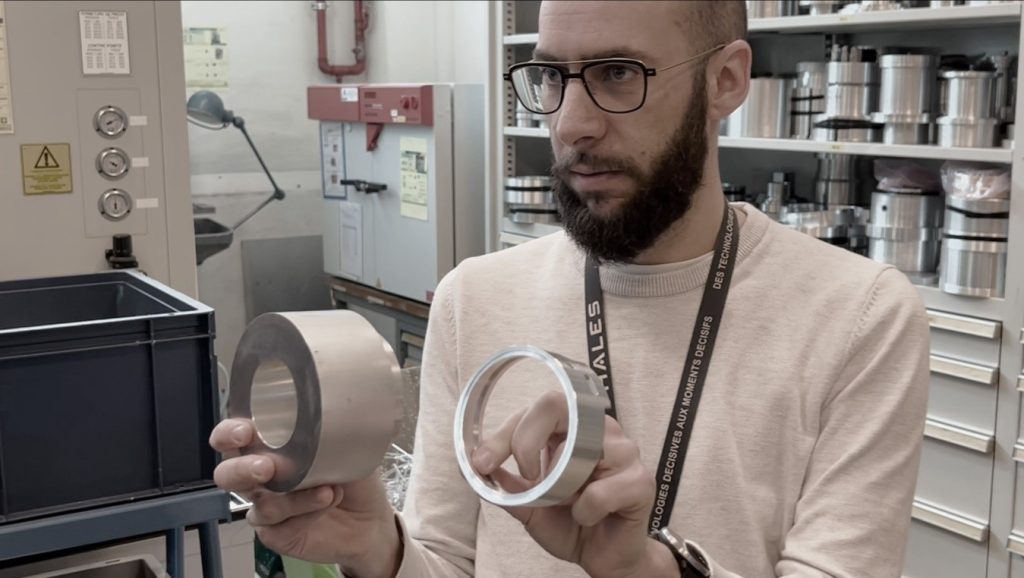
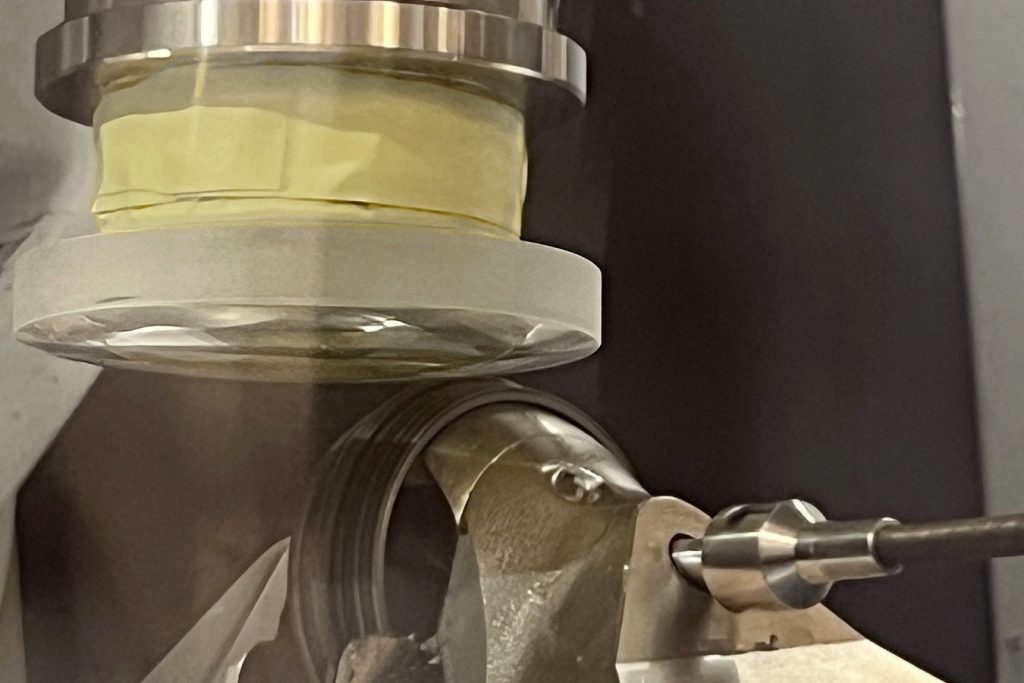
 Vincent nos muestra el vidrio en bruto y un accesorio abrasivo hecho de latón con diamantes que pueden dar forma y pulir un elemento de lente.
Vincent nos muestra el vidrio en bruto y un accesorio abrasivo hecho de latón con diamantes que pueden dar forma y pulir un elemento de lente.

Vincent presenta una máquina pulidora CNC, y sus manos indican el elemento de vidrio arriba y la superficie de pulido de poliuretano debajo, que se inclinará para definir la lente cuando los dos materiales giratorios se rocen entre sí.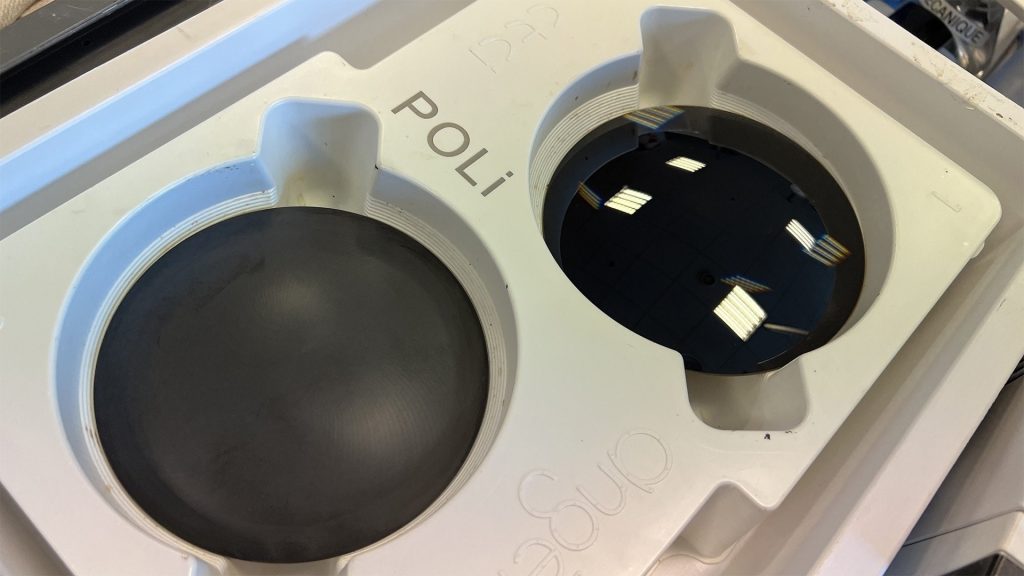 El estuche a continuación contiene un elemento de lente antes y después del pulido. Aparecen negros porque sus respaldos están cubiertos con barniz y plástico para protección en la máquina CNC.
El estuche a continuación contiene un elemento de lente antes y después del pulido. Aparecen negros porque sus respaldos están cubiertos con barniz y plástico para protección en la máquina CNC.
Algunas lentes pulidas se miden en un interferómetro, un dispositivo que utiliza láseres para detectar y medir defectos microscópicos.
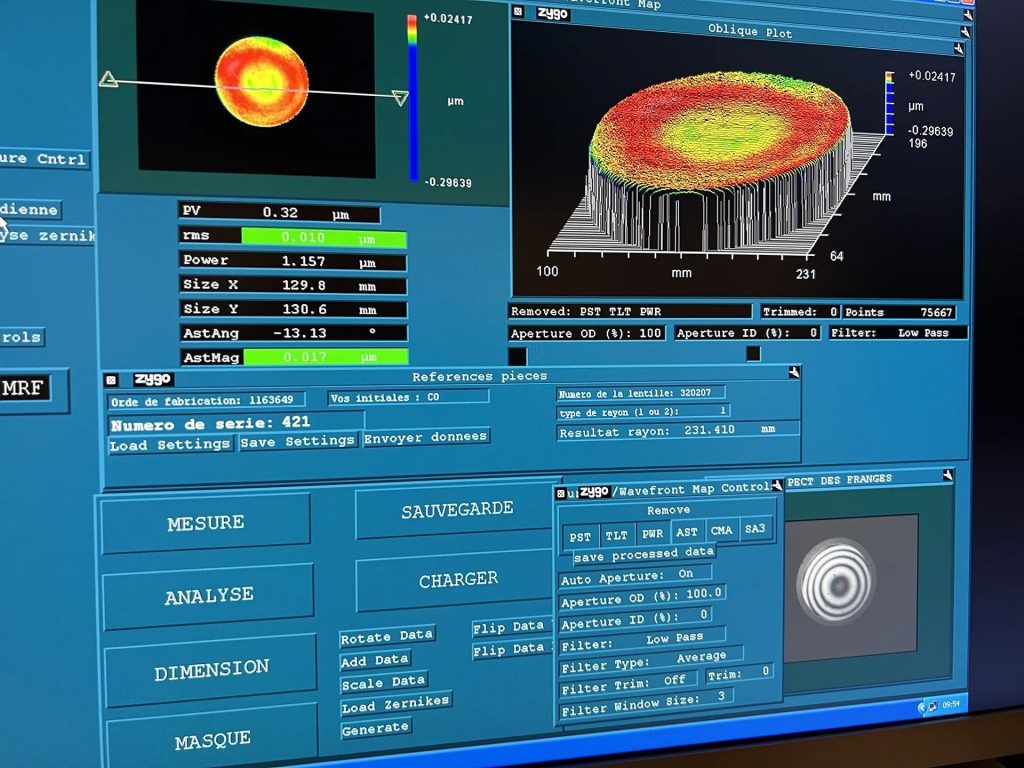
Esta pantalla muestra un mapa codificado por colores de la lente donde los rojos son las superficies más altas y los azules las más bajas. En este ejemplo, el rango desde el valle hasta la cima es de unos asombrosos 300 nanómetros, o mil millonesésimas de metro. Este mapa digital se puede utilizar para mejorar la lente.
Se muestra una máquina vista de cerca de un MRF (acabado reológico magneto) que, cuando sea posible, modificará una pequeña área de la superficie del vidrio para mejorar un defecto.
MRF utiliza un «fluido inteligente» mezclado con material magnético, que puede convertirse en un cuasi sólido en un campo magnético. Se puede utilizar un proceso similar para crear un elemento de lente esférico, que tiene una curvatura modulada a lo largo de su superficie.
REVESTIMIENTOS Y BARNICES
Vincent Collin concluye su parte del recorrido hablando de revestimientos y barnices:
— Afirma que, en una lente sin cobertura, tan solo el 8% de la luz que ingresa por el frente alcanza el sensor en la parte trasera, debido a los reflejos de luz en el interior. Los revestimientos antirreflejos, «como los de nuestros anteojos», reduce en gran medida la pérdida de luz.
— La máquina de recubrimiento PVD (Physical Vapor Deposition) es de tecnología extremadamente alta. Crea un vacío casi sin polvo.
— Un haz de electrones crea un calor extremo (más de 200 grados Celsius) para convertir los materiales de revestimiento sólidos en gases que se condensan en la superficie de la lente, «igual que la condensación en la tapa de la tetera», donde se solidifican.
— Se aplican varios revestimientos con una precisión extrema de «alrededor de 100 nanómetros» (mil millones de metros).
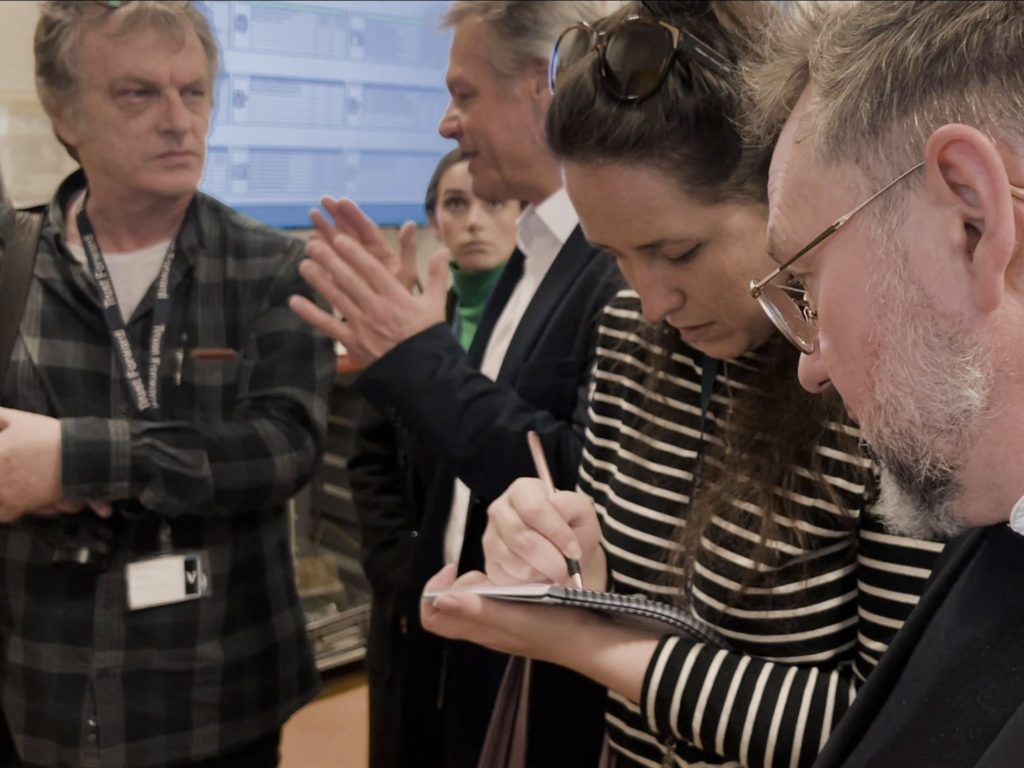
Discusiones y notas durante la visita con Marc Salomon, Fanny Modri, Christophe Remontet, Helen Parkinson y Dominique Rouchon.
Vincent agrega que se agrega barniz negro a los materiales que rodean los elementos ópticos para reducir los reflejos internos:
— El barniz se añade a mano con pincel, con tolerancias de fracciones de milímetro.
— Desde nanómetros hasta milímetros, los revestimientos y barnices son otro ejemplo, dice Dominique Rouchon, de la mezcla de alta tecnología y alta artesanía que se requiere para construir un zoom.
TALLER DE MONTAJE DE LENTES
Después de agradecer a Vincent, nuestro grupo está equipado con batas de laboratorio livianas para minimizar la contaminación por polvo mientras nos dirigimos al taller de ensamblaje de lentes, dirigido por Yvan Fournier.

Yvan Fournier, a la izquierda, con Fanny Modri, Clara Fily, Helen Parkinson y Dominique Rouchon en batas de laboratorio (Foto a la derecha de Marc Salomon)
Yvan nos cuenta que el taller construye zooms y, en los últimos dos años, lentes prime:
— Un zoom puede tener hasta 24 elementos de lente y 500 elementos mecánicos. Hay dos talleres para subensamblajes que luego son ensamblados, ajustados, probados y terminados en el producto final.
— Los subconjuntos ópticos se ensamblan y prueban en una habitación oscura con puntos brillantes para resaltar el polvo y las imperfecciones. También hay un dispositivo para comprobar el centrado y la inclinación de los elementos combinados.
EL MONTAJE DE LENTES
El montaje de lentes requiere diligencia y precisión

Ensambladores de óptica – Ajustadores Nathalie Dimier y Christelle Moulard.
 Ensamblador – Ajustador Eric Chirat. (Foto de Marc Salomón)
Ensamblador – Ajustador Eric Chirat. (Foto de Marc Salomón)
VERIFCACION
Los lentes terminados se verifican en una habitación oscura, proyectando un gráfico en una retícula a través de la parte posterior del lente. La lente se examina a diferentes distancias focales para verificar la homogeneidad en todo el marco y las aberraciones esféricas y cromáticas.

El ensamblador y ajustador Mathias Chabanaud sostiene un dispositivo MTF portátil personalizado y verifica el enfoque en el extremo largo del zoom.
La calidad de la lente es medida y evaluada por un ojo experto:– Yvan dice que verifican «hasta 200 ciclos por mm», lo que representa «alrededor de 5 micrones en el sensor». Verificar el enfoque en distancias focales requiere largas una lupa.
— Los técnicos también miden MTF (Función de transferencia de modulación), una medida objetiva de contraste en diferentes frecuencias, utilizando una unidad personalizada muy útil que se ajusta rápidamente a la pantalla magnética.
— Igual de importante es la impresión para un ojo experto de la nitidez de la lente, la imagen limpia, el color, el bokeh y otras cualidades subjetivas en la apreciación del director de fotografía. Y, de hecho, la mejor manera para que un director de fotografía conozca una lente es filmar con ella en un proyecto.

Comprobación de la proyección del gráfico de zoom con un dispositivo MTF personalizado añadido cerca del centro de la pantalla magnética. (Foto de Marc Salomón)
REPARACIONES
El taller también hace reparaciones.
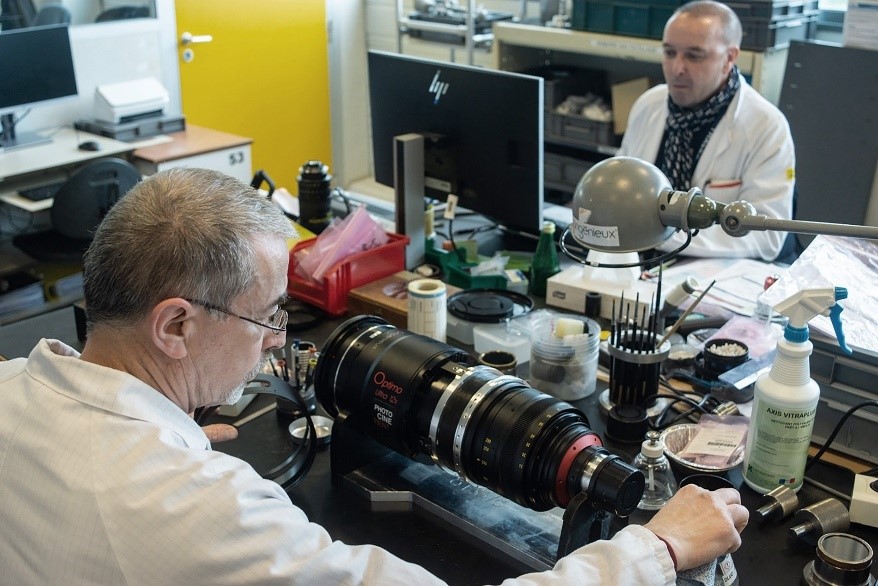
Reparación del zoom Optimo 12x con Bernard Deleage, a la izquierda y Christophe Navarette. (Foto de Marc Salomón)
UN GRAND MERCI AL EQUIPO
Quiero dar un gran «MERCI» a todos los que conocimos en Angénieux, a nuestros geniales anfitriones Dominique Rouchon y Christophe Remontet, así como al equipo de apoyo para nuestra visita.

Gracias al equipo de apoyo a la visita: Fanny Mordi, Eva Collin, Isabelle Buron, Clara Fily y Anne-Lise Kontz, y también, a la derecha, a nuestros conductores, los hermanos Rafik y Fouad Boudkdiht.
A menos que se indique lo contrario, todas las fotos son © Benjamin B, 2023
Fotos de Marc © Marc Salomon, 2023
Foto de Angénieux Copyright Thales – CAPA Pictures